
나사 제도법
- 기계 설계 산업기사 & 기능사
- 2016. 6. 28. 21:43
반응형

나사의 제도법
|
축이나 구멍에 균일한 단면의 홈을 나선형으로 새긴 것을 나사(screw)라 한다. 수나사(external screw)는 축에 균일한 단면의 홈을 나선형으로 새긴 것이고, 암나사(internal screw)는 구멍에 균일한 단면의 홈을 나선형으로 새긴 것이다. 나사는 두 개 이상의 부품을 결합하거나 힘을 전달하는 데 사용되는 대표적인 결합용 기계요소이다.
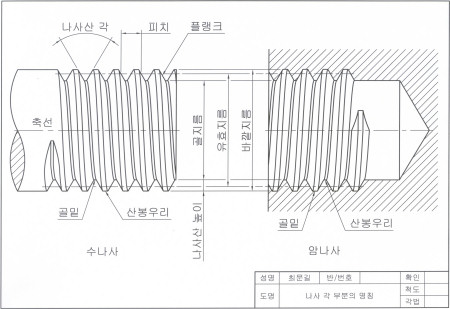
1. 나사 각 부분의 명칭 그림 O1-1은 수나사와 암나사의 각 부분의 명칭을 나타낸 것이다. • 나사산(screw thread): 수나사 또는 암나사의 표면에 돌출된 균일한 단면의 나선형 산등성이. • 산봉우리(crest): 나사산의 가장 높은 부분. • 골밑(root): 나사산과 나사산 사이, 즉 골짜기의 가장 깊은 부분. • 플랭크(flank): 나사산의 빗면. • 나사산 각(thread angle): 나사의 축선(axis)을 포함하는 축 방향 단면에서 서로 이웃하는 플랭크가 이루는 각. • 나사산 높이(thread height): 나사의 축선을 포함하는 축 방향 단면에서 산봉우리와 골밑 사이의 수직 거리. • 피치(pitch): 나사산의 한 점에서 이웃하는 나사산의 대응점까지의 축 방향 거리. • 접촉 높이(thread overlap): 수나사와 암나사가 결합된 상태에서 축선을 포함하는 축 방향으로 절단하였을 때, 수나사의 산봉우리와 암나사의 산봉우리 사이의 수직 거리. 즉 수나사의 플랭크와 암나사의 플랭크가 접촉하는 부분의 수직 거리. • 유효지름(pitch diameter): 산등성이의 폭과 골짜기의 폭이 같게 되도록 나사산을 통과하는 가상 원통의 지름. • 바깥지름(major diameter): 수나사의 산봉우리 또는 암나사의 골밑에 접하는 가상 원통의 지름. • 골지름(minor diameter): 수나사의 골밑 또는 암나사의 산봉우리에 접하는 가상 원통의 지름. 2000년 12월에 개정된 KS B 0101(나사 용어)은 암나사의 골밑에 접하는 가상 원통의 지름을 골지름에서 바깥지름으로, 암나사의 산봉우리에 접하는 가상 원통의 지름을 안지름에서 골지름으로 변경하였다. 그러나 KS B0003-1(제도-나사 및 나사 부품-제1부: 통칙), KS B 0201(미터 보통 나사) 등, 2000년 이전에 개정된 다른 규격에는 개정하기 전의 용어(안지름, 골지름)가 그대로 사용되고 있어서 혼란스럽다. |
 |
| <그림 O1-1> |
|
2. 나사의 종류
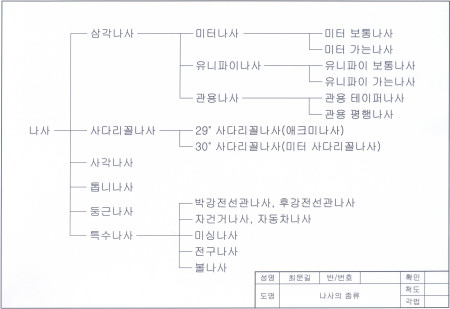
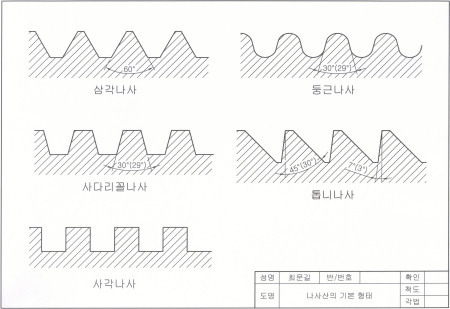
• 나사산의 감김 방향에 따른 분류 • 오른 나사(right-hand thread): 오른쪽(시계 방향)으로 돌렸을 때 축 방향으로 전진하는 나사. • 왼 나사(left-hand thread): 왼쪽(반시계 방향)으로 돌렸을 때 축 방향으로 전진하는 나사. • 나사산 줄 수에 따른 분류 • 한 줄 나사(single thread): 1 피치마다 나사산이 1개인 나사. 한 줄 나사는 리드(lead)와 피치가 같다. 리드는 나사를 1 회전시켰을 때 축 방향으로 전진하는 거리이다. • 여러 줄 나사(multi thread): 1 피치마다 나사산이 2개 이상인 나사. 여러 줄 나사의 리드를 l, 나사산 수(줄 수)를 n, 피치를 p라고 하면,  이다. 이다.• 사용하는 단위에 따른 분류 • 미터나사(metric screw thread): 나사의 바깥지름과 피치를 mm로 표시하는 나사. ISO는 미터나사를 국제표준규격으로 정하고 있다. • 인치나사(inch screw thread): 나사의 피치를 1인치(25.4mm)마다의 나사산 수로 표시하는 나사. 유니파이나사(unified screw thread), 29° 사다리꼴나사(acme thread), 관용나사(pipe thread) 등이 인치나사이다. • 나사산의 모양에 따른 분류 • 삼각나사(triangular thread): 나사산의 모양이 삼각형이며 미터나사, 유니파이나사, 관용나사 등이 있다. 미터나사와 유니파이나사는 나사산의 각도가 60°, 관용나사는 55°이다. 미터나사와 유니파이나사는 보통나사(coarse thread)와 가는나사(fine thread)로 나누는데, 가는나사는 보통나사에 비하여 바깥지름에 대한 피치의 비율이 작은 나사이며, 주로 항공기, 자동차, 정밀 기계, 공작기계 등에 사용된다. 가스관, 수도관 등의 이음 부분에 사용되는 관용나사는 관용 테이퍼나사(taper pipe thread)와 관용 평행나사(parallel pipe thread)가 있다. 관용 테이퍼나사는 주로 유체의 누설 방지가 필요한 곳에 사용되며 관용 평행나사는 관의 기계적 결합용으로 사용된다. • 사다리꼴나사(trapezoidal thread): 나사산의 모양이 사다리꼴이며 나사산의 각도가 29°인 29° 사다리꼴나사(애크미나사; acme thread), 30°인 30° 사다리꼴나사(미터 사다리꼴나사)가 있다. 사다리꼴나사는 사각나사에 비하여 가공이 쉽고 맞물림 상태가 좋으며, 선반의 리드 스크루(lead screw)와 같이 추력(thrust)이 작용하는 곳에 사용된다. • 사각나사(square thread): 나사산의 모양이 사각형이며 큰 추력을 받는 곳이나 교번 하중(alternate load)이 작용하는 곳에 적합하다. 주로 바이스(vice), 잭(jack), 프레스(press) 등에 사용된다. 힘을 전달하는 데 이상적인 나사이지만 가공하기 어려운 단점이 있다. • 톱니나사(buttress thread): 나사산의 기본 형태가 톱니 모양이며 나사산의 각도는 30°와 45° 두 가지가 있다. 한쪽 방향으로만 추력이 작용하는 곳에 적합하도록 설계되었으며, 큰 힘을 전달할 수 있다. • 둥근나사(round thread, knuckle thread): 산등성이와 골짜기가 모두 둥글고 나사산의 각도는 29°, 30° 두 가지가 있다. 먼지, 모래 등이 들어가는 것을 방지할 필요가 있는 곳이나 전구 소켓(socket) 및 전구의 베이스(base)에 사용된다. 그림 O1-2는 나사의 종류를 나열한 것이고, 그림 O1-3은 여러 가지 나사산의 기본 형태를 나타낸 것이다. |
 |
| <그림 O1-2> |
 |
| <그림 O1-3> |
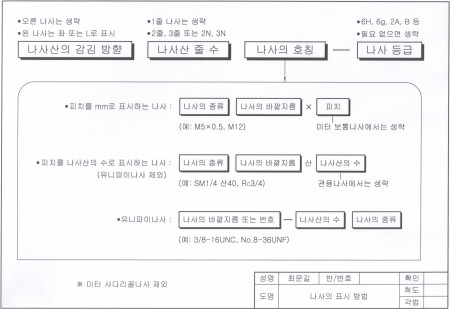
| 3. 나사의 표시 방법 나사의 표시 방법은 KS B 0200(나사의 표시 방법)에 따라 그림 O1-4와 같이 한다. 일반적으로 한줄, 오른 나사를 많이 사용하기 때문에 나사산의 감김 방향과 나사산 줄 수는 표시하지 않는다. 또, 나사의 등급도 생략하고 나사의 호칭만으로 표시하는 경우가 많다. 미터 보통나사는 바깥지름에 따라 피치가 정해져 있고, 관용나사는 바깥지름에 따라 나사산의 수가 정해져 있기 때문에 원칙적으로 피치와 나사산의 수를 표시하지 않는다. |
 |
| <그림 O1-4> |
|
미터 사다리꼴나사의 표시 방법은 다음과 같이 한다.
• 바깥지름 40mm, 피치 7mm인 1줄 오른 나사: Tr40×7 • 바깥지름 40mm, 피치 7mm인 1줄 오른 나사, 나사 등급 7H인 암나사: Tr40×7-7H • 바깥지름 40mm, 리드 14mm, 피치 7mm인 여러 줄 오른 나사: Tr40×14(P7) • 바깥지름 40mm, 피치 7mm인 1줄 왼 나사: Tr40×7LH • 바깥지름 40mm, 피치 7mm인 1줄 왼 나사, 나사 등급 7e인 수나사: Tr40×7LH-7e • 바깥지름 40mm, 리드 14mm, 피치 7mm인 여러 줄 왼 나사: Tr40×14(P7)LH 표 O1-1은 나사 종류별 표시 기호, 표시 예, 관련 표준규격 등을 정리한 것이다. 미니어처나사(miniature thread)는 나사산의 각도 60°, 바깥지름 0.3~1.4mm의 아주 작은 나사이며 시계, 광학 기기, 전기 기기, 계측기 등에 사용된다. |
| 구분 | 나사의 종류 | 표시 기호 | 표시 예 | 관련 규격 | ||
| 일반용 | ISO 규격에 있음 |
미터 보통나사 | M | M8 | KS B 0201 | |
| 미터 가는나사 | M8×1 | KS B 0204 | ||||
| 미니어처나사 | S | S0.5 | KS B 0228 | |||
| 유니파이 보통나사 | UNC | 3/8-16UNC | KS B 0203 | |||
| 유니파이 가는나사 | UNF | No.8-36UNF | KS B 0206 | |||
| 미터 사다리꼴나사 | Tr | Tr10×2 | KS B 0229 | |||
| 관용 테이퍼나사 | 테이퍼 수나사 | R | R3/4 | KS B 0222 | ||
| 테이퍼 암나사 | Rc | Rc3/4 | ||||
| 평행 암나사 | Rp | Rp3/4 | ||||
| ISO 규격에 없음 |
관용 평행나사 | G | G1/2 | KS B 0221 | ||
| 30˚ 사다리꼴나사 | TM | TM18 | KS B 0227 | |||
| 29˚ 사다리꼴나사 | TW | TW20 | KS B 0226 | |||
| 관용 테이퍼나사 | 테이퍼나사 | PT | PT7 | KS B 0222 | ||
| 평행 암나사 | PS | PS7 | ||||
| 관용 평행나사 | PF | PF7 | KS B 0221 | |||
| 특수용 | 후강전선관나사 | CTG | CTG16 | KS B 0223 | ||
| 박강전선관나사 | CTC | CTC19 | ||||
| 자전거나사 | 일반용 | BC | BC3/4 | KS B 0224 | ||
| 스포크용 | BC2.6 | |||||
| 미싱나사 | SM | SM1/4 산40 | KS B 0225 | |||
| 전구나사 | E | E10 | KS C 7702 | |||
| 자동차용 타이어 밸브나사 | TV | TV8 | KS R 4006 | |||
| 자전거용 타이어 밸브나사 | CTV | CTV8 산30 | KS R 8044 | |||
| <표 O1-1> |
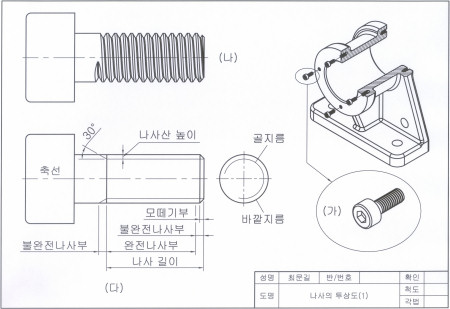
| 4. 나사의 투상도 KS B 0003-1(제도-나사 및 나사 부품-제1부: 통칙)에 따르면, 나사의 투상도는 꼭 필요한 경우에만 실제 모양대로 그리고 그 외에는 간단하게 그리도록 되어 있다. 그림 O1-5 (가)는 동력전달장치의 본체(body)와 커버(cover)를 결합할 때 사용하는 육각구멍붙이 캡 스크루(hex socket head cap screw)이다. (나)는 이 스크루의 수나사를 실제 모양대로 그린 것이고 (다)는 표준규격에 따라 간단하게 그린 것이다. 나사에서 나사산의 형태가 완전하지 못한 부분을 불완전나사부(incomplete thread)라 하는데 나사의 시작 부분과 끝 부분에 생긴다. |
 |
| <그림 O1-5> |
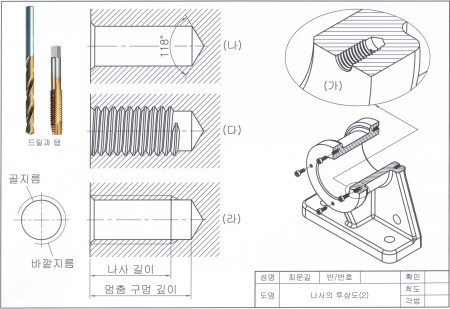
| 그림 O1-6 (가)는 동력전달장치 본체의 암나사를 나타낸 것이다. 암나사를 만들 때에는 (나)처럼 먼저 드릴(drill)로 구멍을 뚫은 다음, 탭(tap)이라는 공구를 사용하여 (다)와 같이 나사를 만든다. 드릴로 구멍을 뚫는 과정을 드릴링(drilling), 나사를 만드는 과정을 태핑(tapping)이라 한다. (다)는 암나사를 실제 모양대로 그린 것이고 (라)는 간단하게 그린 투상도이다. |
 |
| <그림 O1-6> |
|
나사의 투상도를 간단하게 그릴 때에는 다음과 같이 한다.
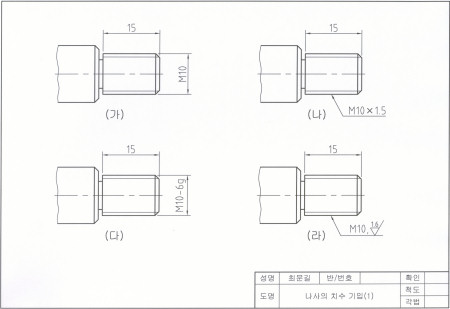
• 정면도에서 수나사의 바깥지름과 암나사의 골지름은 굵은 실선으로 그린다. • 정면도에서 수나사의 골지름과 암나사의 바깥지름은 가는 실선으로 그린다. • 측면도에서 수나사의 바깥지름과 암나사의 골지름은 굵은 실선의 원으로 그린다. • 측면도에서 수나사의 골지름과 암나사의 바깥지름은 가는 실선을 사용하여 3/4원으로 그린다. • 정면도에서 완전나사부(complete thread)와 불완전나사부의 경계선은 굵은 실선으로 그린다. • 정면도에서 나사가 끝나는 부분의 불완전나사부는 가는 실선을 사용하여 축선(axis)에 대하여 30°로 그린다. 바깥지름이 6mm 이하인 나사에서는 불완전나사부를 그리지 않아도 된다. • 측면도에서 모떼기부를 나타내는 원은 그리지 않는다. 바깥지름이 6mm 이하인 나사는 정면도에서 모떼기부를 생략해도 된다. • 바깥지름과 골지름 사이의 간격, 즉 나사산 높이는 나사의 접촉 높이, 굵은 선 굵기의 2배, 0.7mm 중 가장 큰 값으로 한다. 예를 들어, 나사의 접촉 높이가 0.812mm이고 도면에서 굵은 선의 굵기를 0.5mm로 하였다면, 나사산의 높이는 0.7mm, 0.812mm, 1mm 중 가장 큰 값인 1mm로 그린다. 그러나 바깥지름이 6mm 이하인 나사에서는 이 규정에 구애됨이 없이 적당하게 그리는 것이 좋다. • 암나사의 멈춤 구멍 깊이(drill depth)는 특별히 지정하지 않을 때에는 나사 길이(thread depth)의 1.25배 정도로 그린다. • 수나사와 암나사가 결합된 상태에서는 수나사를 우선으로 그린다. 5. 나사의 치수 기입 나사의 치수 기입도 KS B 0003-1(제도-나사 및 나사 부품-제1부: 통칙)에 따른다. 그림 O1-7은 동력전달장치의 축 끝에 만들어진 수나사(미터 보통나사 M10)에 치수를 기입한 것이다. 가장 일반적인 치수 기입 방법은 (가)와 같이 하는 것이다. (나)는 나사의 피치를 명시한 경우 (다)는 나사의 등급을 표시한 경우, (라)는 표면거칠기를 기입한 경우이다. |
 |
| <그림 O1-7> |
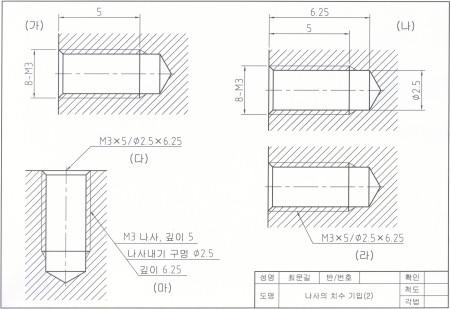
| 그림 O1-8은 동력전달장치의 본체에 만들어진 암나사(미터 보통나사 M3)에 치수를 기입한 것이다. (가)는 가장 일반적인 방법이며 ‘8-M3’의 8은 암나사의 개수를 의미한다. (나)는 멈춤 구멍 깊이(6.25)와 암나사용 구멍의 지름(Ø2.5)을 명시한 경우, (다)와 (라)는 지시선을 사용하여 치수를 기입한 경우이다. (마)는 개정하기 전(1999년 이전)의 표준규격에 따라 치수를 기입한 것이다. |
 |
| <그림 O1-8> |
| 표 O1-2는 KS B 0201(미터 보통나사), KS B 1006(암나사용 구멍 지름), KS B 1007(볼트 구멍 지름 및 카운터 보어 지름)에서 필요한 것만 발췌하여 하나의 표로 만든 것이다. 단위는 mm이다. 볼트(bolt) 구멍의 지름은 나사의 호칭지름(바깥지름) 별로 4개 등급이 있는데 주로 2급이 많이 사용된다. 볼트 구멍의 모떼기는 필요한 경우에만 적용하며 모떼기 각도는 90°를 원칙으로 한다. C' Dia는 카운터 보어(counter bore; 깊은 자리 파기) 지름인데, 여기에서는 깊이 2mm 정도로 부품의 표면을 살짝 깎아내는, 자리 파기(spot facing)의 지름을 의미한다. 암나사를 만들기 위하여 드릴로 구멍을 뚫을 때, 구멍을 너무 작게 뚫으면 절삭저항이 커져서 가공 면이 거칠게 되고 탭이 파손될 수도 있다. 반대로 구멍이 너무 크면 나사산이 제대로 만들어지지 않는다. 표준규격에서 제시하는 암나사용 구멍의 지름은 나사의 접촉율에 따라 9개 계열이 있는데, 표 O1-2에서는 접촉율 90%의 암나사를 만들 때 적절한 구멍의 지름을 나타낸 것이다. 미터 보통나사에서 암나사용 구멍의 지름을 구하는 식은 다음과 같다.  암나사용 구멍을 뚫을 때 사용하는 드릴을 특히 탭 드릴(tap drill)이라 하는데 표에서 보는 것처럼 계산으로 구한 구멍의 지름과 약간 차이가 있음을 알 수 있다. 그러므로 그림 O1-8의 (나)와 같이 도면에 암나사용 구멍의 지름을 명시하려면 실제로 사용되는 탭 드릴의 지름을 참조할 필요가 있다. |
| 호칭 | 피치 | 바깥지름 | 골지름 | 접촉 높이 | 볼트용 구멍 지름 | 암나사용 구멍 지름 | |||
| 2급 | 모떼기 | C' Dia | 90% | 탭 드릴 | |||||
| M1 | 0.25 | 1.0 | 0.729 | 0.135 | 1.2 | 0.2 | 3 | 0.76 | 0.75 |
| M1.1 | 0.25 | 1.1 | 0.829 | 0.135 | - | - | - | 0.86 | 0.85 |
| M1.2 | 0.25 | 1.2 | 0.929 | 0.135 | 1.4 | 0.2 | 4 | 0.96 | 0.95 |
| M1.4 | 0.30 | 1.4 | 1.075 | 0.162 | 1.6 | 0.2 | 4 | 1.11 | 1.10 |
| M1.6 | 0.35 | 1.6 | 1.221 | 0.189 | 1.8 | 0.2 | 5 | 1.26 | 1.25 |
| M1.8 | 0.35 | 1.8 | 1.421 | 0.189 | 2.1 | 0.2 | 5 | 1.46 | 1.45 |
| M2 | 0.40 | 2.0 | 1.567 | 0.217 | 2.4 | 0.3 | 7 | 1.61 | 1.60 |
| M2.2 | 0.45 | 2.2 | 1.713 | 0.244 | 2.6 | 0.3 | 8 | 1.76 | 1.75 |
| M2.5 | 0.45 | 2.5 | 2.013 | 0.244 | 2.9 | 0.3 | 8 | 2.06 | 2.05 |
| M3 | 0.50 | 3.0 | 2.459 | 0.271 | 3.4 | 0.3 | 9 | 2.51 | 2.50 |
| M3.5 | 0.60 | 3.5 | 2.850 | 0.325 | 3.9 | 0.3 | 10 | 2.92 | 2.90 |
| M4 | 0.70 | 4.0 | 3.242 | 0.379 | 4.5 | 0.4 | 11 | 3.32 | 3.30 |
| M4.5 | 0.75 | 4.5 | 3.688 | 0.406 | 5.0 | 0.4 | 13 | 3.77 | 3.80 |
| M5 | 0.80 | 5.0 | 4.134 | 0.433 | 5.5 | 0.4 | 13 | 4.22 | 4.20 |
| M6 | 1.00 | 6.0 | 4.917 | 0.541 | 6.6 | 0.4 | 15 | 5.03 | 5.00 |
| M7 | 1.00 | 7.0 | 5.917 | 0.541 | 7.6 | 0.4 | 18 | 6.03 | 6.00 |
| M8 | 1.25 | 8.0 | 6.647 | 0.677 | 9.0 | 0.6 | 20 | 6.78 | 6.80 |
| M9 | 1.25 | 9.0 | 7.647 | 0.677 | - | - | - | 7.78 | 7.80 |
| M10 | 1.50 | 10.0 | 8.376 | 0.812 | 11.0 | 0.6 | 24 | 8.54 | 8.50 |
| M11 | 1.50 | 11.0 | 9.376 | 0.812 | - | - | - | 9.54 | 9.50 |
| M12 | 1.75 | 12.0 | 10.106 | 0.947 | 13.5 | 1.1 | 28 | 10.3 | 10.20 |
| M14 | 2.00 | 14.0 | 11.835 | 1.083 | 15.5 | 1.1 | 32 | 12.1 | 12.00 |
| M16 | 2.00 | 16.0 | 13.835 | 1.083 | 17.5 | 1.1 | 35 | 14.1 | 14.00 |
| M18 | 2.50 | 18.0 | 15.294 | 1.353 | 20.0 | 1.1 | 39 | 15.6 | 15.50 |
| M20 | 2.50 | 20.0 | 17.294 | 1.353 | 22.0 | 1.2 | 43 | 17.6 | 17.50 |
| M22 | 2.50 | 22.0 | 19.294 | 1.353 | 24.0 | 1.2 | 46 | 19.6 | 19.50 |
| M24 | 3.00 | 24.0 | 20.752 | 1.624 | 26.0 | 1.2 | 50 | 21.1 | 21.00 |
| M27 | 3.00 | 27.0 | 23.752 | 1.624 | 30.0 | 1.7 | 55 | 24.1 | 24.00 |
| M30 | 3.50 | 30.0 | 26.211 | 1.894 | 33.0 | 1.7 | 62 | 26.6 | 26.50 |
| M33 | 3.50 | 33.0 | 29.211 | 1.894 | 36.0 | 1.7 | 66 | 29.6 | 29.50 |
| M36 | 4.00 | 36.0 | 31.670 | 2.165 | 39.0 | 1.7 | 72 | 32.1 | 32.00 |
| M39 | 4.00 | 39.0 | 34.670 | 2.165 | 42.0 | 1.7 | 76 | 35.1 | 35.00 |
| M42 | 4.50 | 42.0 | 37.129 | 2.436 | 45.0 | 1.8 | 82 | 37.6 | 37.50 |
| M45 | 4.50 | 45.0 | 40.129 | 2.436 | 48.0 | 1.8 | 87 | 40.6 | 40.50 |
| M48 | 5.00 | 48.0 | 42.587 | 2.706 | 52.0 | 2.3 | 93 | 43.1 | 43.00 |
| M52 | 5.00 | 52.0 | 46.587 | 2.706 | 56.0 | 2.3 | 100 | 47.1 | 47.00 |
| M56 | 5.50 | 56.0 | 50.046 | 2.977 | 62.0 | 3.5 | 110 | 50.6 | 50.50 |
| M60 | 5.50 | 60.0 | 54.046 | 2.977 | 66.0 | 3.5 | 115 | 54.6 | 54.50 |
| M64 | 6.00 | 64.0 | 57.505 | 3.248 | 70.0 | 3.5 | 122 | 58.2 | 58.00 |
| M68 | 6.00 | 68.0 | 61.505 | 3.248 | 74.0 | 3.5 | 127 | 62.2 | 62.00 |
| <표 O1-2>
|
2차 출처 : http://blog.daum.net/jjumong/13755330
1차 출처 : http://www.mechapia.com/
반응형
'기계 설계 산업기사 & 기능사' 카테고리의 다른 글
| 데이텀 이해하기 (0) | 2016.07.18 |
|---|---|
| 전산응용기계제도기능사 실제 도면 참조 (0) | 2016.07.15 |
| 프로그램 작업 사이즈 / 출력 사이즈 (0) | 2016.06.22 |
| [전산응용기계제도기능사 ] 치수를 빠짐 없이 깊이 하는 방법. (0) | 2016.06.22 |
| 표면거칠기 기호 크기 및 적용하는 곳에 대해서 (0) | 2016.06.12 |



