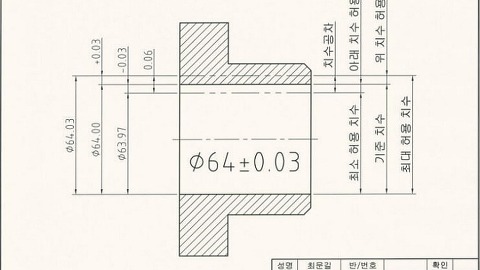
위치수허용차 아래치수허용차 치수공차 기준치수 등
- 기계 가공 분야 자격증/기계 기능사&산업기사 필기
- 2017. 2. 20. 09:31
출처 : https://goo.gl/KOy9Db
[기계제도(도면해독법) 9장 - 치수공차]

치수공차란 개념이 도입된 이유 및 기능
- 도면에 기입된 치수와 정확히 일치하는 가공은 힘들고 비용이 많이 든다.
(정밀도가 높은 공작기계를 사용하거나 특수작업이 수반되므로 고가의 가공비)
- 기계의 동작에 관련이 없느 외각 가공은 어느정도 통용되는 범위안에서 가공하면 된다.
(경운기를 손목시계수준으로 정밀도를 적용하는 설계는 하지 않아야 한다)
- 결합된부품들이 서로 미끄럼 운동을 하는 경우 치수가 정확하지 않으면 기계의 완성도는
떨어지게 마련이다.
즉, 이런 관점에서 보면 공차를 적용시키는 것은 매우 꼼꼼히 따져보아야 한다.
공차를 너무 느슨하게 하여 기계의 완성도가 떨어지거나,지나치게 정밀한 공차를
적용하여 생산비가 많이드는 설계는 지양하여야 한다
|
공차의 개념 : 부품의 치수에 대한 가공범위 |
|
예를 들어 직경이 30인 축을 최대 30.04, 최소 29.98 이내로 가공하라는 범위를 지정해준다면 '30.04-29.98=0.06'이므로 공차는 0.06이 된다. 이 공차의 값이 매우 적다면 작업자는 공차 범위 안에 들기 위하여 많은 노력을 해야 하고, 공차값이 매우 크다면 대충 작업해도 될 것이다 |

|
1) 형체 치수공차방식.끼워맞춤방식의 대상이 되는 기계부품의 부분 2) 내측 형체 대상물의 내측을 형성하는 형체 3) 외측 형체 대상물의 외측을 형성하는 형체 4) 구멍 주로 원통형의 내측 형체를 말하지만 원형 단면이 아닌 내측 형체도 포함한다 5) 축 주로 원통형의 외측 형체를 말하지만 원형 단면이 아닌 외측 형체도 포함한다 6) 치수 형체의 크기를 나타내는 양을 말한다. 보기를 들면, 구멍, 축의 지름을 말하고 일반적으로 mm를 단위로 하여 나타낸다 7) 실치수 형체의 실측 치수8) 허용한계치수형체의 실제 치수가 그 사이에 들어가도록 정한, 허용할 수 있는 대/소 2개의 극한치수. 즉, 최대허용치수 및 최소허용치수(그림 9) 최대허용치수 형체의 허용할 수 있는 최대치수(그림 10) 최소허용치수 형체의 허용할 수 있는 최소치수(그림 
최대허용치수 A=50.025 mm a=49.975 mm 최소허용치수 B=50.000 mm b=49.950 mm 치수공차 T = A-B = 0.025 mm, t = a-b = 0.025 mm, 11) 기준치수 위 치수허용차 및 아래 치수허용차를 적용하는 데 따라 허용한계치수가 주어지는 기준이 되 는 치수=> 기준치수는 정수 또는 소수이다.예 32, 15, 8.75, 0.5 12) 치수차 치수(실치수, 허용한계치수 등)와 대응하는 기준치수와의 대수차 (치수)-(기준치수) 13) 치수공차방식 표준화된 치수공차와 치수허용차의 방식 14) 위 치수허용차 최대허용치수와 대응하는 기준치수와의 대수차=> 구멍의 위 치수허용차는 기호 ES에 따라 나타내며, 축의 위 치수 허용차는 기호es에 의해 나타낸다 => 이 그림은 치수허용차놔 기준선의 상호관계만을 나타내기 위해 간단히 표시한 것이다. 이 그림에서 기준선을 수평으로 하고 정(+)의 치수허용차는 그 위쪽에, 부(-)의 치수허용차는 그 아래쪽에 나타낸다 15) 아래 치수허용차최소허용치수와 대응하는 기준치수와의 대수차 즉, (최소허용치수)-(기준치수) => 구멍의 아래 치수허용차는 기호 EI에 따라 나타내며, 축의 아래 치수허용차는 기호 ei에 의해 나타낸다 
16) 치수공차최대허용치수와 최대허용치수와의 차. 즉, 위 치수허용차와 아래 치수허용차와의 차 이것을 공차라고도 한다 
17) 기준선허용한계치수 또는 끼워맞춤을 도시할 때에는 기준치수를 나타내며, 치수허용차의 기준이 되는 직선 (그림 18) 기초가 되는 치수허용차기준선에 대한 공차역의 위치를 정한 치수허용차, 위 치수허용차 또는 아래 치수허용차의 어느 한쪽이며, 보통은 기준선에 가까운 쪽의 치수허용차 19) 기본공차 끼워맞춤방식에 속하는 모든 치수공차=> 기본공차는 기호 IT로 나타낸다 IT01~ IT16 의 18등급으로 나누며 그 값은 아래표와 같다. 표 5.1 IT 기본공차의 값(단위: μ=0.001mm)
20) 공차등급이 치수공차방식.끼워맞춤방식으로 모든 기준치수에 대하여 동일수준에 속하는 치수 공차의 한 그룹=> 공차등급은 보기를 들면 IT 7과 같이 기호 IT에 등급을 나타내는 숫자를 붙여서 나타낸다 21) 공차역치수공차를 도시하였을 때 치수공차의 크기와 기준선에 대한 그 위치에 따라 정해지는 최대허용치수와 최소허용치수를 나타내는 두 개의 직선 사이의 영역(그림 22) 공차역 클래스공차역의 위치와 공차등급의 조함 23) 공차단위기본공차의 산출에 사용하는 기준치수의 함수로 나타낸 단위.=> 공차단위 i 는 500mm이하의 기준치수에 사용되며, 공차단위 I는 500mm를 초과하는 기준치수에 사용한다 24) 최대실체치수형체의 실치가 최대가 되는 쪽의 허용한계치수. 즉 내측 형체에 대해서는 최소혀용치수, 외측형체에 대해서는 최대허용치수 25) 최소실체치수형체의 실체가 최소가 되는 쪽의 허용한계치수. 즉, 내측형체에 대해서는 최대허용치수, 외측형체에 대해서는 최소허용치수 26) 끼워맞춤 구멍축의 조립전 치수의 차이에서 생기는 관계 27) 틈새구멍의 치수가 축의 치수보다도 클 때, 구멍과 축과의 치수의 차(그림 28) 죔새구멍의 치수가 축의 치수보다도 작을 때, 조립 전의 구멍과 축과의 치수의 차 
29) 최소틈새헐거운 끼워맞춤에서, 구멍의 최소허용치수와 축의 쵀대허용치수와의 차 (그림 30) 최대틈새헐거운 끼워맞춤 또는 중간 끼워맞춤에서, 구멍의 최대허용치수와 축의 최소허용치수와의 차 (그림 31) 최소죔새억지 끼워맞춤에서, 조립 전 구멍의 최대허용치수와 축의 최소허용치수와의 차(그림 32) 최대죔새억지 끼워맞춤 또는 중간 끼워맞춤에서, 조립 전 구멍의 최소허용치수와 축의 최대허용치수와 차 (그림 33) 헐거운 끼워맞춤조립하였을 때 항상 틈새가 생기는 끼워맞춤. 즉, 도시된 경우에 구멍의 공차역이 완전히 축의 공차역 위쪽에 있는 끼워맞춤 (그림 34) 억지 끼워맞춤조립하였을 때 항상 죔새가 생기는 끼워맞춤. 즉, 도시된 경우에 구멍의 공차역이 완전히 축의 공차역 아래쪽에 있는 끼워맞춤(그림 35) 중간 끼워맞춤조립하였을 때, 구멍.축의 실제치수에 따라 틈새 또는 죔새의 어느것이나 되는 끼워맞춤. 즉, 도시된 경우에 구멍. 축의 공차역이 완전히 또는 부분적으로 겹치는 끼워맞춤(그림

36) 끼워맞춤의 변동량조립하는 구멍.축의 치수공차의 대수함 37) 끼워맞춤방식어떤 치수공차방식에 속하는 구멍.축의 따라 구성되는 끼워맞춤의 방식 38) 구멍기준 끼워맞춤여러 개의 공차역클래스의 축과 1개의 공차역클래스의 구멍을 조립하는 데 따라 필요한 틈새 또는 죔새를 주는 끼워맞춤방식. 이 규격에서는 구멍의 최소허용치수가 기준치수와 같다. 즉, 구멍의 아래 치수허용차가 "0"인 끼워맞춤 방식 39) 축기준 끼워맞춤여러개의 공차역클래스의 구멍과 1개의 공차역클래스의 축을 조립하는 데 따라 필요한 틈새 또는 죔쇄를 주는 끼워맞춤방식. 이 규격에서는 축의 외대허용치수가 기준치수와 같다. 즉, 축의 위 치수허용차가 "0" 인 끼워맞춤방식 40) 기준구멍구멍기준 끼워맞춤에서 기준으로 선택한 구멍. 이 규격에서는 아래 치수 허용차가 "0" 인 구멍 41) 기준축축기준 끼워맞춤에서 기준으로 선택한 축. 이 규격에서는 위 치수허용차가 "0"인 축 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
(1) 구멍과 축의 기호 및 서로의 관계
|
|||
|
구멍기호 |
←점점 지름이 커짐 |
최소치수=기본치수 |
점점 지름이 작아짐→ |
|
A B C D E F G |
H |
Js K M N P R S T U X |
|
|
축기호 |
←점점 지름이 작아짐 |
최소치수=기본치수 |
점점 지름이 커짐→ |
|
a b c d e f g |
h |
js k m n p r s t u x |
|
|
(2) 허용치수차에 따라 분류한 구멍의 종류와 표시기호 |
|||||||||||||||||
|
등급 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6급 |
|
|
|
|
|
P6 |
N6 |
M6 |
K6 |
Js6 |
H6 |
G6 |
F6 |
|
|
|
|
|
7급 |
X7 |
U7 |
T7 |
S7 |
R7 |
P7 |
N7 |
M7 |
K7 |
Js7 |
H7 |
G7 |
F7 |
E7 |
|
|
|
|
8급 |
|
|
|
|
|
|
|
|
|
|
H8 |
|
F8 |
E8 |
D8 |
|
|
|
9급 |
|
|
|
|
|
|
|
|
|
|
H9 |
|
|
E9 |
D9 |
C9 |
|
|
10급 |
|
|
|
|
|
|
|
|
|
|
H10 |
|
|
|
D10 |
C10 |
B10 |
|
(3) 허용치수차에 따라 분류한 축의 종류와 표시기호 |
|||||||||||||||||
|
등급 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5급 |
|
|
|
|
m5 |
k5 |
js5 |
h5 |
g5 |
|
|
|
|
|
|
|
|
|
6급 |
x6 |
u6 |
t6 |
s6 |
r6 |
p6 |
n6 |
m6 |
k6 |
js6 |
h6 |
g6 |
f6 |
e6 |
|
|
|
|
7급 |
x7 |
u7 |
t7 |
s7 |
r7 |
p7 |
n7 |
m7 |
k7 |
js7 |
h7 |
g7 |
f7 |
e7 |
|
|
|
|
8급 |
|
|
|
|
|
|
|
|
|
|
h8 |
|
f8 |
e8 |
d8 |
|
|
|
9급 |
|
|
|
|
|
|
|
|
|
|
h9 |
|
|
e9 |
d9 |
c9 |
b9 |
|
(4) 상용하는 구멍기준 끼워맞춤 |
|||||||||||||||||
|
기준구멍 |
축의 종류와 등급 |
||||||||||||||||
|
헐거운 끼워맞춤 |
중간끼워맞춤 |
억지끼워맞춤 |
|||||||||||||||
|
b |
c |
d |
e |
f |
g |
h |
js |
k |
m |
n |
p |
r |
s |
t |
u |
x |
|
|
H5 |
|
|
|
|
|
4 |
4 |
4 |
4 |
4 |
|
|
|
|
|
|
|
|
H6 |
|
|
|
|
|
5 |
5 |
5 |
5 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
6 |
6 |
6 |
6 |
6 |
6 |
6(*) |
6(*) |
|
|
|
|
|
|
|
H7 |
|
|
|
|
(6) |
6 |
6 |
6 |
6 |
6 |
6 |
6(*) |
6(*) |
6 |
6 |
6 |
6 |
|
|
|
|
|
7 |
7 |
(7) |
7 |
7 |
(7) |
(7) |
(7)(*) |
(7)(*) |
(7) |
(7) |
(7) |
(7) |
|
|
H8 |
|
|
|
|
7 |
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
8 |
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
H9 |
|
|
8 |
8 |
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
9 |
9 |
9 |
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
H10 |
9 |
9 |
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
비고 |
1. 표중에 ()를 붙인 것은 될 수 있는 대로 사용하지 않는다 |
||||||||||||||||
|
2. 중간끼워맞춤 및 억지끼워맞춤에서는 기능을 확보하기 위하여 선택조합을 하는 것이 많다 |
|||||||||||||||||
|
(5) 상용하는 축기준 끼워맞춤
|
|||||||||||||||||
|
기준축 |
구멍의 종류와 등급 |
||||||||||||||||
|
헐거운 끼워맞춤 |
중간끼워맞춤 |
억지끼워맞춤 |
|||||||||||||||
|
B |
C |
D |
E |
F |
G |
H |
Js |
K |
M |
N |
P |
R |
S |
T |
U |
X |
|
|
h4 |
|
|
|
|
|
|
5 |
5 |
5 |
5 |
|
|
|
|
|
|
|
|
h5 |
|
|
|
|
|
|
6 |
6 |
6 |
6 |
6(*) |
6(*) |
|
|
|
|
|
|
h6 |
|
|
|
|
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6(*) |
|
|
|
|
|
|
|
|
|
(7) |
7 |
7 |
7 |
7 |
7 |
7 |
7 |
7(*) |
7 |
7 |
7 |
7 |
7 |
|
|
h7 |
|
|
|
7 |
7 |
(7) |
7 |
(7) |
(7) |
(7) |
(7) |
(7) |
7(*) |
(7) |
|
|
|
|
|
|
|
|
8 |
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
h8 |
|
|
8 |
8 |
8 |
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
9 |
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
h9 |
|
|
8 |
8 |
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
9 |
9 |
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
10 |
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
비고 |
1. 표중에 ()를 붙인 것은 될 수 있는 대로 사용하지 않는다 |
||||||||||||||||
|
2. 중간끼워맞춤 및 억지끼워맞춤에서는 기능을 확보하기 위하여 선택조합을 하는 것이 많다 |
|||||||||||||||||
|
구멍 |
축 |
적용 |
구멍 |
축 |
적용 |
|
|
m5 |
전동축(롤러 베어링) |
|
x7 |
회전기(r7, p7도 동일) |
|
|
k5 |
선반주축상의 치차륜의 베어링, 볼 베어링 |
|
j7 |
기어 축, 리이머, 볼트 |
|
|
|
내륜, 크랭크 축상의 밸브 전동장치, 편심륜, |
|
h7 |
기어 축, 이동 축, 피스톤, 기 |
|
|
|
기어, 부시 |
|
|
어, 축 이음 |
|
H6 |
j5 |
드릴링 지그, 레버와 기타 부속, 축에 끼우는 |
|
f7 |
베어링, 부시, 캠 축, 밸브 축 |
|
|
|
볼베어링의 내륜, 스핀들, 피스톤 핀, 전동축, |
|
|
와셔, 마찰연결기, 각종 주축의 |
|
|
|
볼베어링 끼워맞춤 엔진 및 펌프의 피스톤, 벨 |
|
|
큰 베어링, 크랭크 축, 크랭크 |
|
|
|
브로드, 측정기, 공기척, 정밀을 요하는 홈부 |
|
|
핀, 연결용 베어링, 베어링, 실 |
|
|
|
분, 내부 및 페더 키에 의한 결합부, 볼베어링 |
|
|
린더 |
|
|
|
외륜을 끼우는 곳, 축에 키로 고정분리시키는 |
|
e7 |
크랭크 축 |
|
|
|
곳 |
|
h7 |
일반 접합부 |
|
|
p5 |
전동축(롤링 베어링) |
|
f7 |
기어축 |
|
|
n6 |
밋션, 크랭크, 전동축 |
|
h8 |
유압부, 일반접합부 |
|
|
m6 |
사진기(k6, j6도 동일) |
|
f8 |
피스톤부, 조작축 받침. 발전기 |
|
|
h6 |
전동기(g6, f6도 동일) |
|
|
의 축, 순환펌프 축, 기어펌프 |
|
|
x6 |
실린더, 밸브 달구어 끼움 |
|
|
축, 선풍기 베어링, 저속회전 베 |
|
|
n6 |
축파이프, 실린더 달구어 끼움, 차륜부시 베어 |
|
|
어링, 크랭크 축 저널 베어링 |
|
|
|
링 메탈, 선반의 면판, 피스톤, 밸브내부, 펌프 |
H8 |
e8 |
밸브, 크랭크 축, 오일 펌프링 |
|
|
|
로드, 크로스 헤드핀, 롤러 및 운전차륜, 기어 |
|
d9 |
동력경작기의 베어링, 농업용기 |
|
|
|
부시, 축단의 커플링, 고정용부시 |
|
|
계의 베어링, 기통덮개베어링 |
|
|
t6 |
슬리이브, 스핀들, 가버너, 축파이프 |
|
|
피스톤용 틈새 |
|
|
s6 |
밋션(변속기) |
|
h9 |
축위의 조정나사, 수동 크랭크기어, |
|
|
r6 |
캠축, 플랜지, 핀압입부, 주철제 기어와 청동부 |
|
|
일체로 된 마찰 활차 연결 |
|
|
|
시, 커넥팅 로드의 메탈 베어링, 프레스 등으로 |
|
|
기, 쉽게 분리되고 적당히 이동 |
|
|
|
키없이 빡빡한 맞춤으로 다시 분해하지 않는 곳 |
|
|
시킬 수 있는 끼워맞춤 부분 |
|
|
|
|
H9 |
h8 |
작은 베어링, 조작축 받침, 베어 |
|
|
m6 |
H6, K5도 동일 |
|
|
링 |
|
|
k6 |
|
|
e9 |
웜, 슬리이브, 피스톤링, 스프링 |
|
|
j6 |
지그, 전동축, 지지점에 고정된 축, 가끔 교환 |
|
|
안내 홈 축방향으로 움직이는 |
|
|
|
하는 베어링케이스, 정밀기계용 축의 공구 등 |
|
|
기구의 축, 하급품으로 공차는 |
|
|
|
해머를 이용, 맞추고 뺄 수 있으나 회전방지를 |
|
|
크게 주지만 틈새는 약간 적고 |
|
H7 |
|
위해서는 키를 사용하는곳 |
|
|
크게 흔들림 없이 움직이며 맞 |
|
|
h6 |
기어축, 이동축, 실린더, 캠, 수동륜의 레버, |
|
|
출 수 있는 것 |
|
|
|
눈금판 지침, 축용 스페이서 |
|
d9 |
고정핀, 사진용 작은 축 받침 |
|
|
g6 |
전동부, 스러스트 칼러, 부시, 연결기 부분 선 |
H0 |
h9 |
차륜 축 |
|
|
|
반 및 연삭기의 작은 축베어링, 크랭크 축, 피 |
|
c9 |
키 부분 |
|
|
|
스톤 로드 베어링 |
J6 |
h5 |
H6, j5와 동일 |
|
|
f6 |
방직기 축류, 베어링 |
N7 |
h6 |
H7, n6과 동일 |
|
|
e6 |
밸브, 베어링, 축 |
J7 |
h6 |
H7, j6과 동일 |
|
|
|
|
C7 |
h6 |
H7, g6과 동일 |
|
|
|
|
F8 |
h8 |
H8, f8과 동일 |
|
|
|
|
D10 |
h9 |
H9, e9와 동일 |

|
[1] 공차를 치수로 표시할 때에는 호칭치수의 다음에 위, 아래의 치수차를 첨가하여표시한다. 위 치수차는 위에, 아래치수차는 아래에 기입하고, 치수차가 0 일 때에는 "0" 이라 기입한다. 치수차를 표시하는 숫자나 기호는 호칭치수 숫자크기의 2/3 크기 정도로 한다. |
 |
|
[2] 공차의 기입은 필요에 따라 [1]에 의하지 않고 한계치수로써 표시하여도 좋다. 이때 최대치수차는 치수선 위에, 최소치수차는 치수선 아래에 기입한다.
|
 |
|
[3] 양쪽 공차로써 위, 아래 치수차가 같은 경우에는 치수차의 수치를 한 개로 하여 그림과 같이 기입한다.
|
 |
|
[4] 길이의 치수에 공차를 기입하는 경우에는 각부의 허용되는 치수에 모순이 일어나지 않게 하기 위하여 중요도가 적은 치수에는 공차를 기입하지 않는 것이 좋으며, 이때에 한 개의 기준면을 정하여 그것을 기준으로 하여 기입하는 것이 확실하다. |
 |
|
[5] 동일 호칭의 치수에 대하여 구멍 및 축에 대한 위, 아래 치수차를 기입할 경우 구멍의 호칭치수 및 그 치수차를 치수선 위에, 축의 호칭치수 및 치수차를 아래에 기입한다. 또한 구멍의 호칭치수 앞에 "구멍", 축의 호칭치수 앞에 "축"이라 첨가한다. 둥근 구멍이나 축이 아닌 끼워맞춤에 대하여 마찬가지로 기입할 때에 부품번호를 사용하여 그림과 같이 기입한다. |
 |
 |
|
[6] 구멍과 축의 조립에 대하여 구멍 또는 축에만 위, 아래 치수차를 기입할 필요가 있을 때에는 [5]에 준하여 구멍 또는 축의 문자나 부품번호를 호칭치수 앞에 첨가한다. |
 |
|
[7] 끼워맞춤방식에 의한 공차는 호칭치수 다음에 (끼워맞춤방식에) 규정되어 있는 끼워맞춤 종류의 기호를 기입하여 표시한다. 이때 기준문자의 크기는 호칭치수를 표시하는 숫자의 크기보다도 약간 작게 기입한다.(a)(b)(c) 단, 필요가 있을 때에는 끼워맞춤의 종류를 표시하는 기호에 위, 아래의 치수차를 병기하여도 좋다. |
 |
|
[8] 동일한 호칭치수에 대하여 구멍 및 축에 대한 끼워맞춤의 종류, 기호를 병기할 필요가 있을 때에는 구멍의 기호를 윗쪽에 축의 기호를 아래쪽에 기입한다. |
 |
|
[9] 공차가 구멍 또는 축의 같은 지름부의 전길이에 대하여 필요하지 않을 때에는 그림과 같이 표시한다. |
 |
|
[10] 도면에 기입되는 치수공차의 의미 (보기 : 150.00)는 다음과 같다. (보기) : 150.00 = 149.995∼150.004를 뜻한다. 즉, 상한치 150.004, 하한치 149.995이다. [참고] : I.S.O 제도방식에서 공차의 자리수는 항상 호칭치수의 자리수와 같게 기입하여야 한다. (보기) : 25.00±0.03 (O), 25.0±0.03(×), 25±0.03(×) |
'기계 가공 분야 자격증 > 기계 기능사&산업기사 필기' 카테고리의 다른 글
| 인벤터에서 모서리로 음영 처리 기본 설정하기 (0) | 2017.04.01 |
|---|---|
| 치수공차 기준치수 위치 허용차 아래 치수 허용차 치수 공차 등 (1) | 2017.02.20 |
| 16년 4회 컴퓨터응용가공산업기사 필기 문제 (0) | 2017.02.14 |
| IT 공차에 대해 알아보자. (0) | 2016.12.08 |
| 위치수허용차 ES, 아래치수허용차 EI 뜻 알아보기 (0) | 2016.12.08 |